В мире инженерии, ремонта и моделирования «примерно» — недопустимое понятие. Ошибка всего в пару десятых миллиметра может привести к катастрофическим последствиям: деталь не станет на место, резьба не совпадёт, а собранный узел выйдет из строя. Именно поэтому для ответственных измерений линейки недостаточно. На помощь приходит штангенциркуль — универсальный инструмент, способный с высокой точностью определить наружные и внутренние размеры, а также глубину. Но его потенциал раскрывается только при правильном использовании. Это руководство научит вас всему: от устройства инструмента до тонкостей работы с разными его видами.
Что такое штангенциркуль и где он применяется
Штангенциркуль — это ручной измерительный инструмент для определения линейных размеров с высокой точностью (обычно до 0.1, 0.05 или 0.01 мм). Его универсальность заключается в возможности выполнять три основных типа замеров: наружные, внутренние и глубину.
Области применения практически безграничны:
- Машиностроение и металлообработка: контроль размеров валов, отверстий, пазов.
- Слесарное и токарное дело: подбор заготовок, проверка готовых деталей.
- Столярное дело и деревообработка: точная подгонка соединений, замер толщины материала.
- Моделирование (авиа-, судо-, автомоделизм): создание миниатюрных деталей.
- Ремонт бытовой техники и электроники: измерение диаметров проводов, элементов плат.
- Автосервис: диагностика износа тормозных дисков, толщины колодок, других параметров.
Устройство штангенциркуля
Чтобы эффективно пользоваться инструментом, нужно знать его основные части:
- Штанга (линейка): неподвижная основа с основной миллиметровой шкалой.
- Подвижная рамка: перемещается по штанге, несёт на себе отсчётное устройство (нониус, циферблат или дисплей).
- Губки для наружных измерений: массивные нижние губки для замера толщины, диаметра валов.
- Губки для внутренних измерений: верхние, заострённые губки для замера отверстий, пазов.
- Глубиномер: выдвижная планка, выходящая из торца штанги для измерения глубины.
- Отсчётное устройство: нониусная шкала, циферблат или цифровой дисплей.
- Стопорный винт: фиксирует рамку для сохранения размера и удобства считывания.
Виды штангенциркулей
Все штангенциркули делятся на три большие группы по типу считывания показаний:
- Нониусные (аналоговые): Классика. Показания считываются по совпадению рисок на основной шкале и вспомогательной (нониусе). Требуют внимательности, но не зависят от батареек.
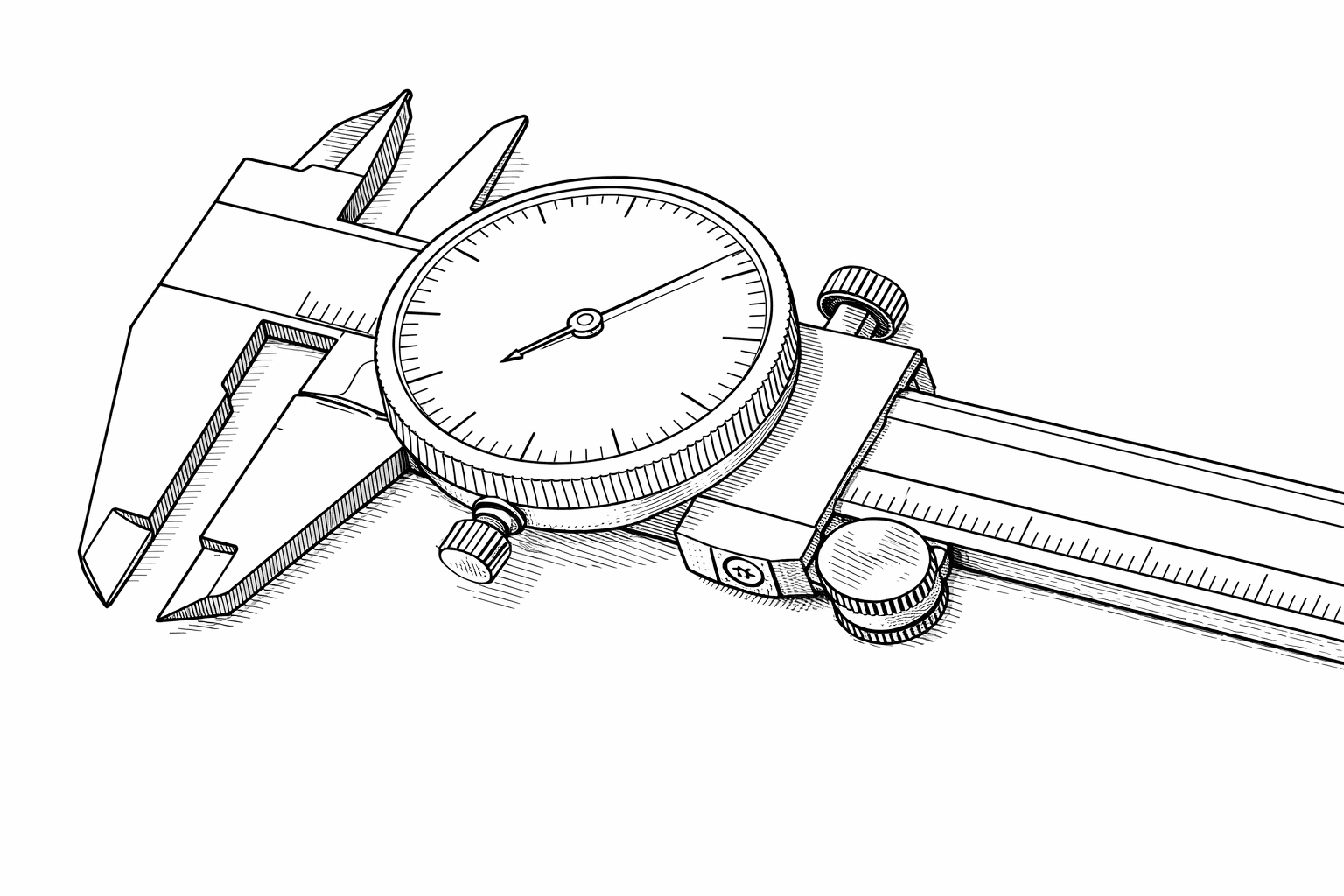
- Циферблатные (часового типа): На рамке установлен механический циферблат со стрелкой. Цена деления обычно 0.01 или 0.02 мм. Считывать быстрее, чем нониус, но механизм чувствителен к ударам и загрязнениям.
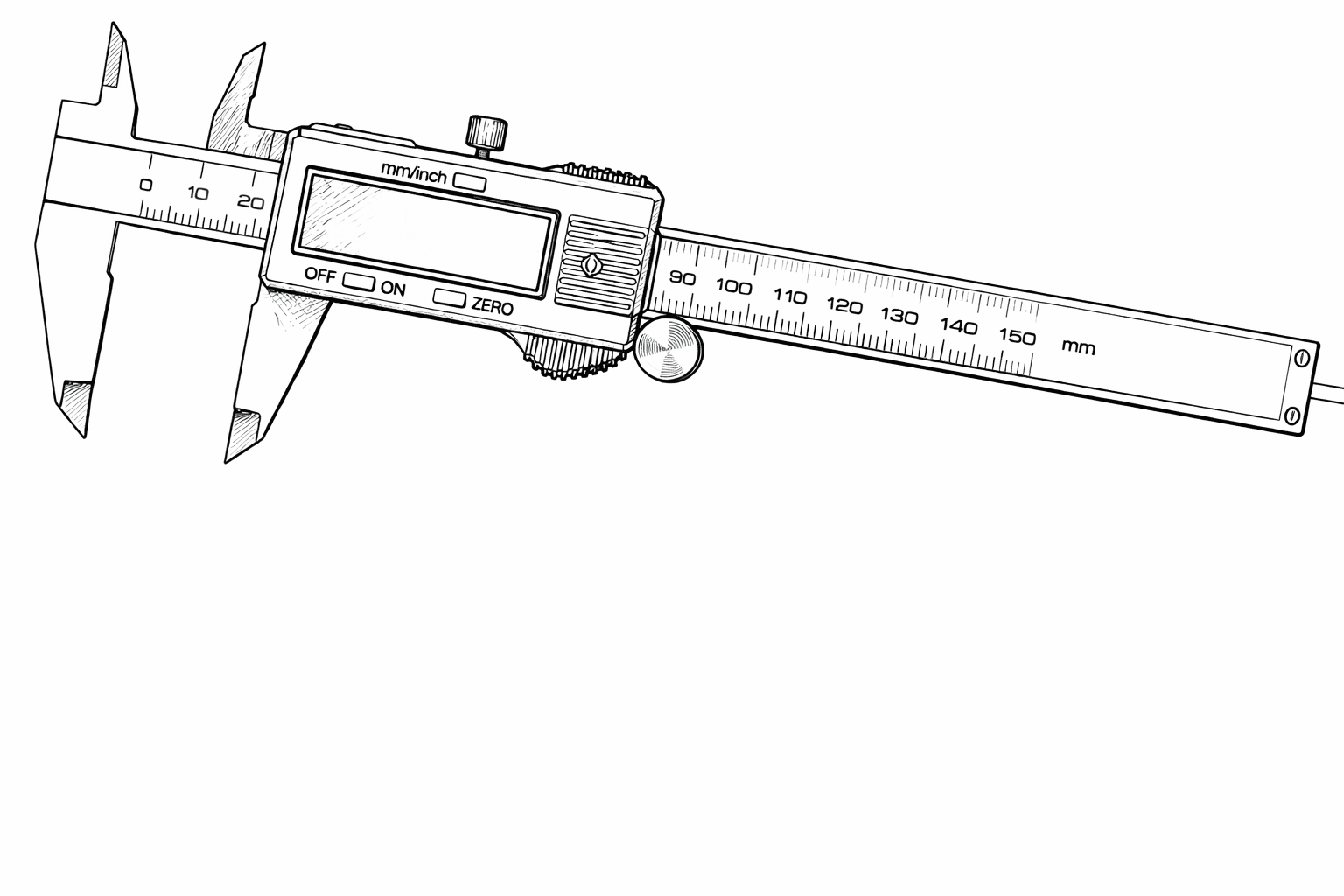
- Цифровые (электронные): Оснащены ЖК-дисплеем. Показания выводятся в готовом виде. Имеют дополнительные функции: обнуление в любой точке, переключение между миллиметрами и дюймами, передача данных на ПК.
Подготовка к работе: проверка и настройка
Пропуск этого этава — главная причина ошибок. Перед любым измерением необходимо:
Проверка перед измерением
- Проверка на «ноль»: Плотно сведите губки для наружных измерений. При правильной настройке между ними не должно быть просвета, а нулевая риска нониуса (или стрелка циферблата) должна точно совпасть с нулём основной шкалы. На цифровом — дисплей должен показывать «0.00».
- Проверка глубиномера: При сведённых губках торец глубиномера должен находиться вровень с торцом штанги.
- Очистка: Протрите измерительные поверхности губок и глубиномер сухой, чистой тканью. Даже мелкая стружка или пыль исказят результат.
Техника измерений и считывание показаний
Ключевые правила: деталь и губки должны быть чистыми, инструмент нужно держать ровно без перекоса, а усилие зажима должно быть таким, чтобы губки плотно коснулись поверхности, но не деформировали деталь.
Наружные габариты
Разведите губки, поместите между ними деталь и плавно сведите до соприкосновения. Держите штангенциркуль перпендикулярно измеряемой оси. Для измерения диаметра вала губки должны находиться на его максимальном удалении друг от друга.
Штангенциркуль ШЦ-1 с пределами измерений 0-125 мм и величиной отсчета по нониусу 0,1 мм Предназначен для наружных и внутренних измерений и для измерения глубин. Штангенциркуль ШТЦ-1 отличается от ШЦ-1 тем, что губки для наружных измерений твердосплавные, а губки для внутренних измерений отсутствуют. Характерной особенностью для штангенинструментов является наличие линейного нониуса (дополнительной шкалы) для отсчета целых и дробных величин цены деления штанги.

Целое число миллиметров у штангенинструментов отсчитывается по шкале штанги слева направо нулевым штрихом нониуса

Количество целых миллиметров равно 42
Нониус с величиной отсчета 0,1 мм. Нониус длиной 19 мм разделен на 10 частей. Одно деление нониуса миллиметров.составляет мм 19/10=1,9,что на 0,1 мм меньше целого числа миллиметров.

шкала нониуса
Положение шкалы штанги и нониуса с величиной отсчета 0,1 мм при нулевом показании.
нониуса.

Отсчет по нониусу
Определение доли миллиметра нониусом с величиной отсчета 0,1 мм

Крестиком указан 3-й штрих нониуса

пример отсчета:
39 мм + (+0,1) мм Х 7=39,7 мм (слева),
61 мм +( +0,1) мм Х 4=61,4 мм (справа).
Проверка нулевого положения штангенциркуля
При отсутствии просвета между губками для наружных измерений или при небольшом просвете (до 0,15 мм) должны совпадать нулевые штрихи нониуса и штанги.

Проверка на просвет
Последовательность измерения штангенциркулем
При измерении штангенциркулем измерительные поверхности губок доводят до требуемого размера путем соприкосновения с проверяемой поверхностью, проверяя при этом правильность их положения (отсутствие перекосов и нормальность усилия при перемещении), закрепляют рамку и читают показание.Перемещение рамки При перемещении рамки правая рука должна поддерживать штангу.

Применение штангенциркуля при измерениях

Положение линейки глубиномера относительно проверяемой детали
детали
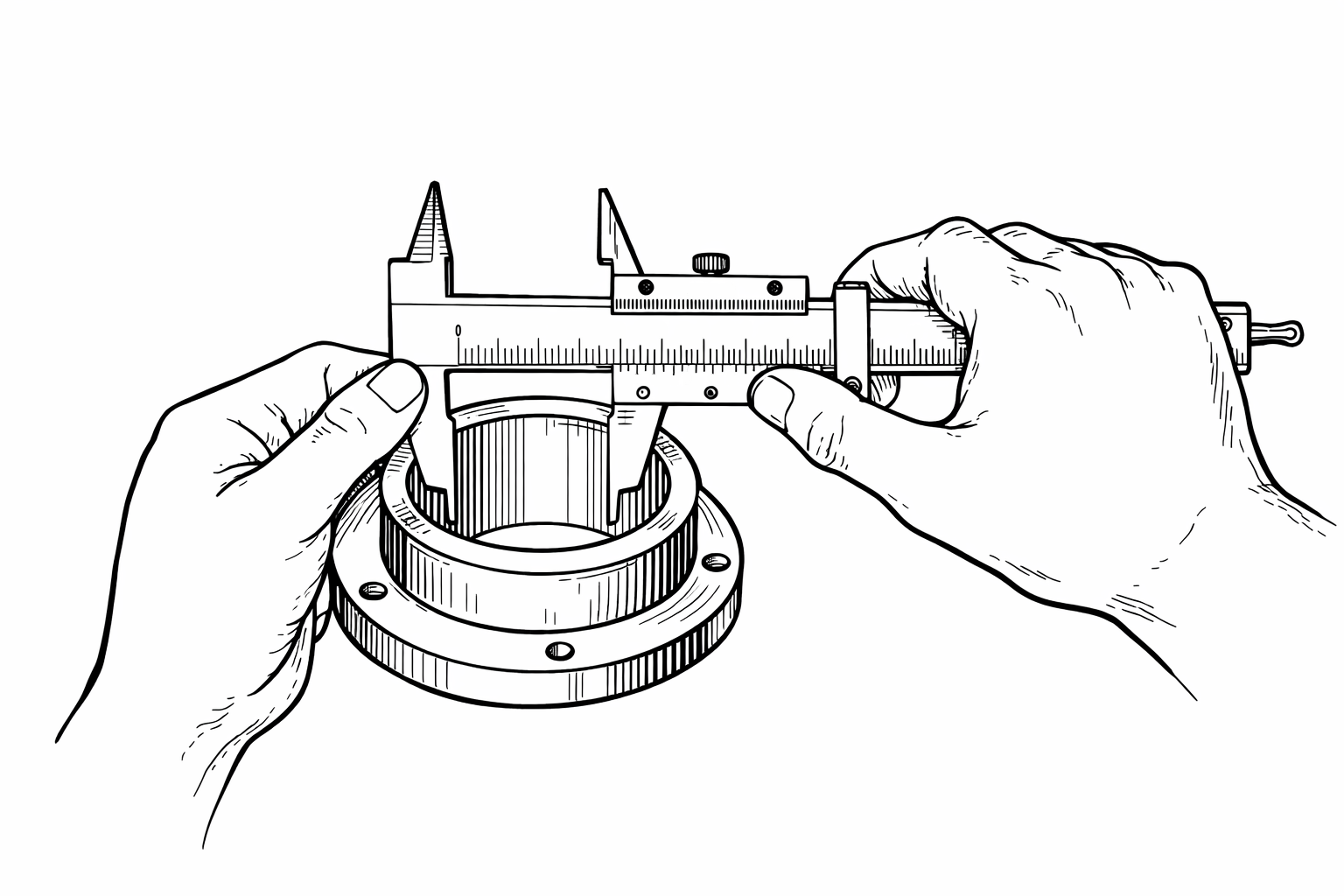
При измерении незакрепленной детали левая рука должна находиться за губками и захватывать деталь недалеко от губок; правой рукой поддерживают штангу, при этом большим пальцем этой руки перемещают рамку до соприкосновения с проверяемой поверхностью, не допуская перекоса губок и добиваясь нормального измерительного усилия.

Положение рук относительно СИ и детали,незакрепленной в приспособлении
Закрепление рамки надо производить большим и указательным пальцами правой руки, поддерживая штангу остальными пальцами этой руки; левая рука при этом должна поддерживать гайку фиксирующего винта штанги.

Закрепление рамки фиксирующим винтом
Нормальное измерительное усилие достигается легким контактированием при перемещении проверяемых поверхностей детали относительно измерительных поверхностей инструмента.
При чтении показаний штангенциркуль следует держать прямоперед глазами. Если смотреть на показания сбоку, это приведет к неправильным результатам измерений. Из этих же соображений (предотвращение искажения показаний) поверхность, на которой нанесена шкала нониуса, имеет скос для того, чтобы приблизить шкалу нониуса к основной шкале па штанге.После окончания работы штангенинструмент надо протереть, смазать антикоррозионным составом, развести измерительные губки на 2-3 мм, ослабить зажимы рамки и инструмент положить в футляр.
Замеры внутреннего диаметра отверстия
Используйте верхние, заострённые губки. Сведите их, вставьте в отверстие и раздвиньте до плотного контакта со стенками. Старайтесь, чтобы ось губок проходила через центр отверстия.
Измерение глубины и уступов
Выдвиньте глубиномер из торца штанги. Приложите торец штанги плашмя к краю измеряемого отверстия или паза. Аккуратно выдвигайте глубиномер, пока он не упрётся в дно. Штанга должна лежать устойчиво, без перекосов.
Нониусные (аналоговые) штангенциркули
Это фундаментальный тип инструмента, понимание работы с которым закладывает основу метрологической грамотности.
Устройство и принцип работы нониуса
Нониус (верньер) — это вспомогательная шкала на подвижной рамке. Её хитрость в том, что n делений нониуса равны n-1 делениям основной шкалы. Например, при точности 0.1 мм: 10 делений нониуса (общей длиной 19 мм) равны 9 делениям основной шкалы (9 мм). Таким образом, каждое деление нониуса короче на 0.1 мм. При сдвиге на эту самую 0.1 мм первая риска нониуса совпадёт со следующей риской основной шкалы. Чтобы получить размер, нужно: считать целые миллиметры по основной шкале до нуля нониуса, а затем найти риску нониуса, которая точнее всего совпала с риской на штанге — её порядковый номер и даст десятые/сотые доли миллиметра.
Основные разновидности нониусных штангенциркулей:
- Общего назначения (ШЦ-I): Стандартный универсальный инструмент.
- С твердосплавными губками: Износостойкие напайки для частых измерений абразивных материалов.
- С удлинёнными губками: Для труднодоступных мест или глубоких пазов.
- Разметочный: С заострёнными губками для нанесения разметочных рисок на материал.
- Для внутренних канавок: Специальные губки для замера диаметров в канавках и выточках.
- V-образный: Для измерения диаметров цилиндрических деталей со смещением (например, прутков).
Штангенциркуль с круговой шкалой (часового типа)
Вместо нониуса здесь используется механизм с зубчатой рейкой и шестерёнкой, которая вращает стрелку на циферблате. Один полный оборот стрелки обычно соответствует 1 или 2 мм на основной шкале. Показания считываются как сумма целых миллиметров по штанге и долей миллиметра по циферблату. Удобен и нагляден.
Цифровые (электронные) штангенциркули
Современный стандарт для скорости и удобства.
Принцип работы и преимущества
В основе лежит ёмкостный или индуктивный датчик, который считывает перемещение рамки и преобразует его в цифровой сигнал.
Преимущества:
- Мгновенное и безошибочное считывание результата.
- Возможность обнуления в любой позиции (удобно для сравнительных измерений).
- Переключение между метрической и дюймовой системами.
- Функция удержания показаний (HOLD).
- Часто — интерфейс для передачи данных на компьютер или статистический процессор.
Разновидности цифровых штангенциркулей
Помимо аналогов электронных версий классических моделей (с твердосплавными, керамическими, удлинёнными губками), существует множество специализированных цифровых инструментов:
- Точечный (игольчатый): Для измерений в узких пазах.
- Для тормозных дисков: Специализированный для автосервиса.
- Для внутренних/внешних канавок.
- Межцентровой и межосевой: Для измерения расстояний между центрами отверстий.
- Радиусный: Для определения радиусов закруглений.
- Разметочный с центрирующим роликом: Для точной разметки.
- Антимагнитный: Для работы в условиях сильных магнитных полей (например, с постоянными магнитами).
- С крючком: Для измерения от края (толщина стенки трубы).
- Для измерения высоты обжима: Специализированный (например, для гильз в электромонтаже).
- С взаимозаменяющимися наконечниками: Максимально универсальная система под разные задачи.
Специализированные и специальные штангенциркули
Это узкопрофильные инструменты, созданные для конкретных, часто уникальных задач:
- Штангенциркуль внутренний с нониусом: Упрощённая конструкция только для измерения отверстий.
- Цифровой специальный: Под уникальные задачи (например, с особыми формами губок).
- Мостик для измерения глубины: Вспомогательная подставка, повышающая точность и устойчивость при замерах глубины.
Уход, хранение и поверка штангенциркуля
Точный инструмент требует бережного отношения.
Правила ухода и хранения
- После работы всегда очищайте инструмент от пыли, стружки и влаги.
- Периодически протирайте измерительные поверхности лёгким маслом для защиты от коррозии.
- Избегайте падений и ударов.
- Храните в сухом месте в собствнном футляре или чехле, предохраняя губки от сведения под напряжением.
Поверка и калибровка
- Поверка — это официальная процедура подтверждения соответствия инструмента метрологическим требованиям, проводимая аккредитованной организацией. Для инструмента, используемого в профессиональной деятельности (особенно на производстве), она обязательна и периодична.
- Калибровка (настройка) может проводиться пользователем (например, выставление «нуля» на цифровой модели) или в сервисном центре для восстановления точности.
Итог: Выбор штангенциркуля зависит от ваших задач. Для разовых домашних работ подойдёт недорогой нониусный. Для частого использования в мастерской оптимален цифровой. Для специфических задач — ищите специализированную модель. Но какой бы инструмент вы ни выбрали, помните: аккуратность, чистота и внимательность — три кита, на которых держится точность любого измерения.